


產(chǎn)品分類
聯(lián)系我們
地址:南京市溧水區(qū)洪藍工業(yè)集中區(qū)108
電話:025-57217271
手機:13813099130
聯(lián)系人:王經(jīng)理
網(wǎng)址:www.www.gdxueyi.cn
Q Q:3184369170
電話:025-57217271
手機:13813099130
聯(lián)系人:王經(jīng)理
網(wǎng)址:www.www.gdxueyi.cn
Q Q:3184369170
折彎機模具鈑金折彎半徑的選擇注意事項!
折彎機模具鈑金折彎時,在折彎處需有折彎半徑,折彎半徑不宜過大或過小,應(yīng)適當(dāng)選擇。折彎半徑太小容易造成折彎處開裂,折彎半徑太大又使折彎易反彈。
各種材料不同厚度的優(yōu)選折彎半徑(折彎內(nèi)半徑)見下表1-9
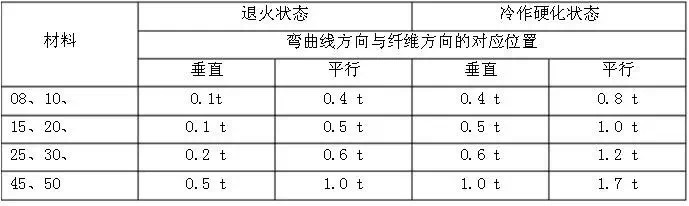
![]()
表1-9 最小彎曲半徑數(shù)值 (mm)
注:表中t為板料厚度。
上表中的數(shù)據(jù)為優(yōu)選的數(shù)據(jù),僅供參考之用。實際上,廠家的折彎機刀模的圓角通常都是0.3,少量的折彎刀的圓角為0.5,所以,我們的鈑金件的折彎內(nèi)圓角基本上都是0.2。對于普通的低碳鋼鋼板、防銹鋁板、黃銅板、紫銅板等,內(nèi)圓角0.2 都是沒有問題的,但對于一些高碳鋼、硬鋁、超硬鋁,這種折彎圓角就會導(dǎo)致折彎斷裂,或者外圓角開裂。
上一篇:對切粒機滾刀使用壽命影響的因素
文章評論
發(fā)表評論:(匿名發(fā)表無需登錄,已登錄用戶可直接發(fā)表。) 登錄狀態(tài):
未登錄,點擊登錄

